Diesen Blog Eintrag möchte ich meinem neuen E3D-V6 Hotend widmen, welches bis jetzt eine sehr gute Leistung bei mir gezeigt hat.
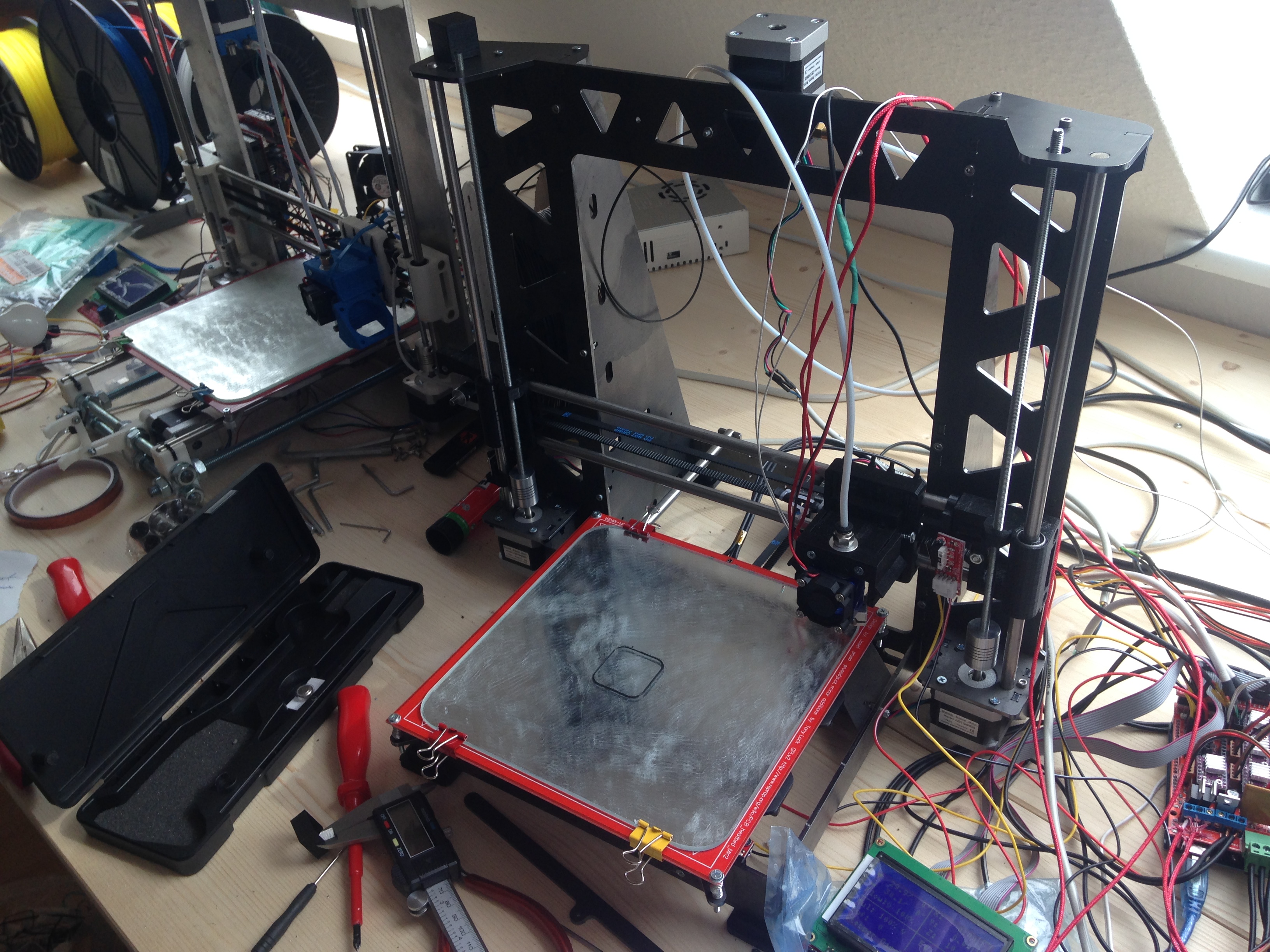
Als ich im März des letzten Jahres meinen ersten 3D Drucker baute (ein Prusa i3 mit Alu Rahmen) habe ich mir alle Teile zum Bau des Druckers auf ebay zusammen gesucht und gekauft. Von Kits habe ich zu dem Zeitpunkt nichts gehalten. Mit auf meiner Teile Liste war (aufgrund der Kosten Ersparnis) ein J-Head Hotend (Direct Drive).
So find der Leidensweg an, als der Drucker erstmal fertig gebaut und kalibriert war:
Zuerst habe ich ständig Hotend Jams gehabt, mindestens jeder 3. Druck – Wie ich später erfuhr muss der Kühlkörper des Hotends immer gekühlt werden. Durch nicht kühlen wurde das Filament im Inneren zu heiß und prompt dehnte es sich aus und verstopfte das Innere.
In der Zwischenzeit las ich über Bowden Setups und war direkt von der Idee angetan, ein neues Hotend sollte her. Dieses mal wurde es ein E3D-V6 KLON (Zum Original kommen wir später; Link zum aktuell günstigsten Klon: http://www.ebay.de/itm/E3D-V6-All-Metal-Extruder-J-head-1-75mm-Filament-For-Makerbot-Reprap-3D-Printer-/381778490457?var=&hash=item58e3c57459:m:monf8y571s3eag06wCrCorA). Dieser Klon (von dem ich zu dem Zeitpunkt nicht wusste dass es einer war) arbeitete wesentlich besser als das vorige J-Head Hotend, aber auch das verstopfte immer wieder mal.
Nachdem ich immer wieder mal das Hotend abgebaut, auseinander gebaut, gereinigt und wieder zusammengebaut habe, habe ich noch einen zweite Drucker gebaut (P3Steel) und auch hierfür einen China Klon gekauft (ebenfalls E3D-V6), dieser hatte eine andere Höhe und demnach andere “Innereien”. Das merkte man auch direkt beim Drucken, dieses Hotend verstopfte wesentlich häufiger und machte auf Dauer nicht wirklich Spaß.
Nachdem ich für beide Drucker ersatz China Klone gekauft hatte und diese sogar noch schlechter performten wurde es mir zu bunt und ich bestellte aus Groß Britannien ein Original E3D-V6 Hotend (direkt schon zusammen gebaut, weil ich auf Nummer sicher gehen wollte dass der Fehler nicht bei mir lag; Link: http://e3d-online.com/E3D-v6/Full-Kit/V6-hotend-Fully-Assembled-1.75mm-and-3mm).
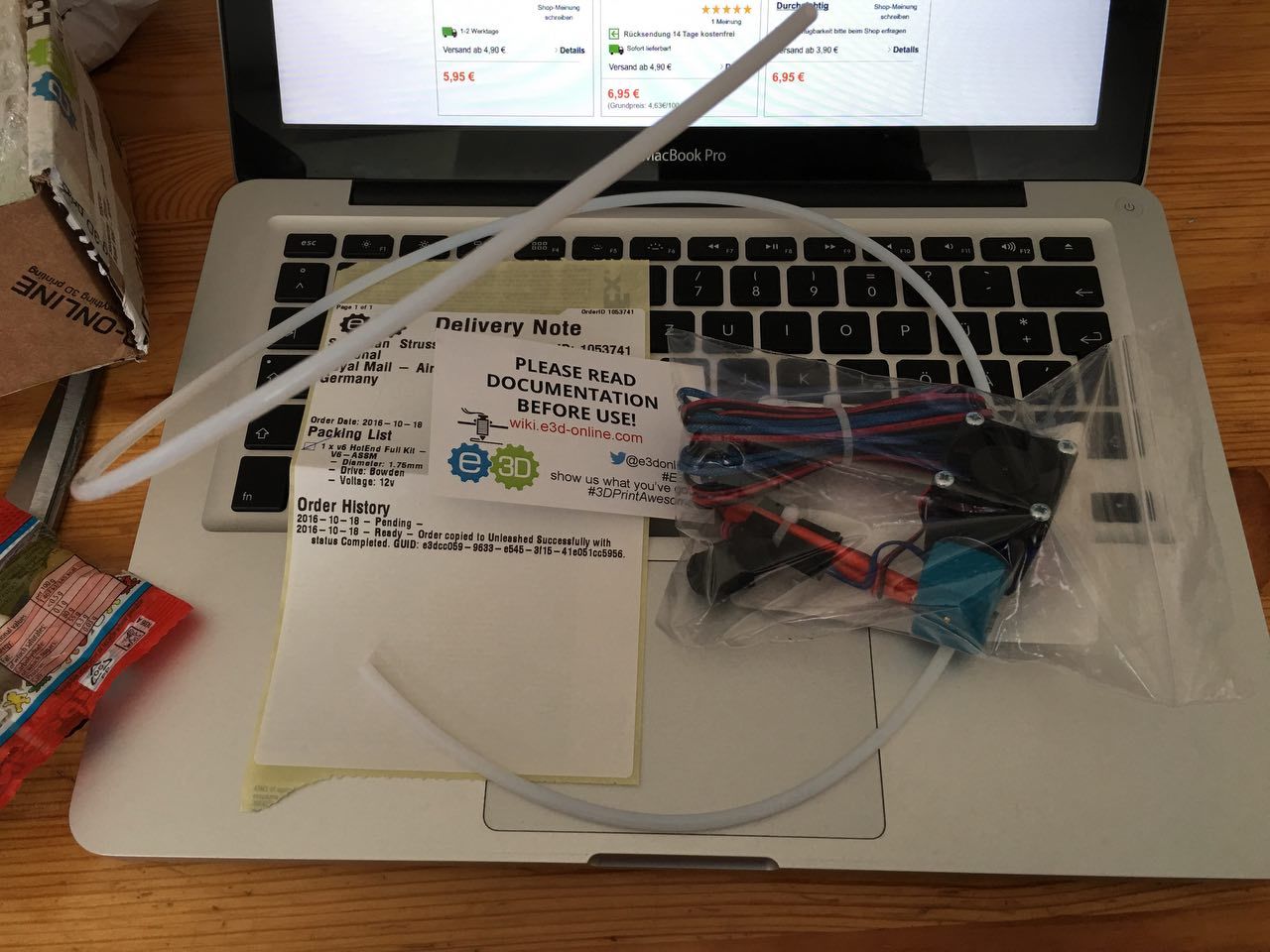
Dieses kam nichtmal eine Woche später an, wurde aber aus Zeitmangel erst rund 2 Wochen später von mir eingebaut. Ich habe bereits die Version mit neuerem Heizblock, neuerer Thermistor Cartridge und der Socke bekommen. Die Socke soll in Sachen konstanter Heizblock Temperatur und gleichzeitig als Schutz vor Filament helfen.
Zum Hotend selbst kann ich bis jetzt Sagen:
- Schneller Einbau, da alle Kabel gleich lang sind
- Aufheizzeiten gefühlt etwas langsamer als bei den Klonen (nur unwesentlich)
- Weniger am Leaken als die Klone
- und das wichtigste: Bis jetzt keine Jams (10 Drucke bis jetzt)
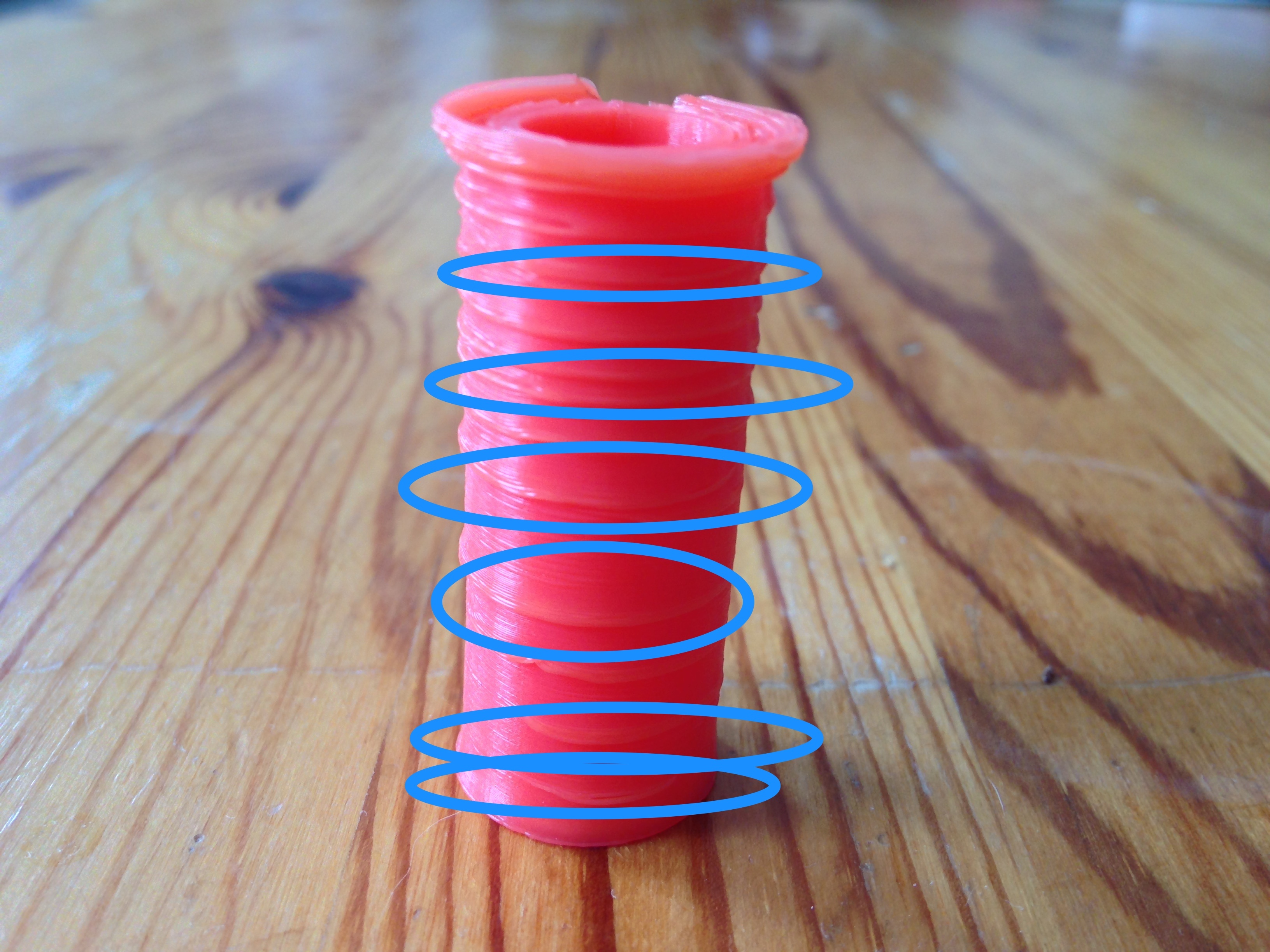
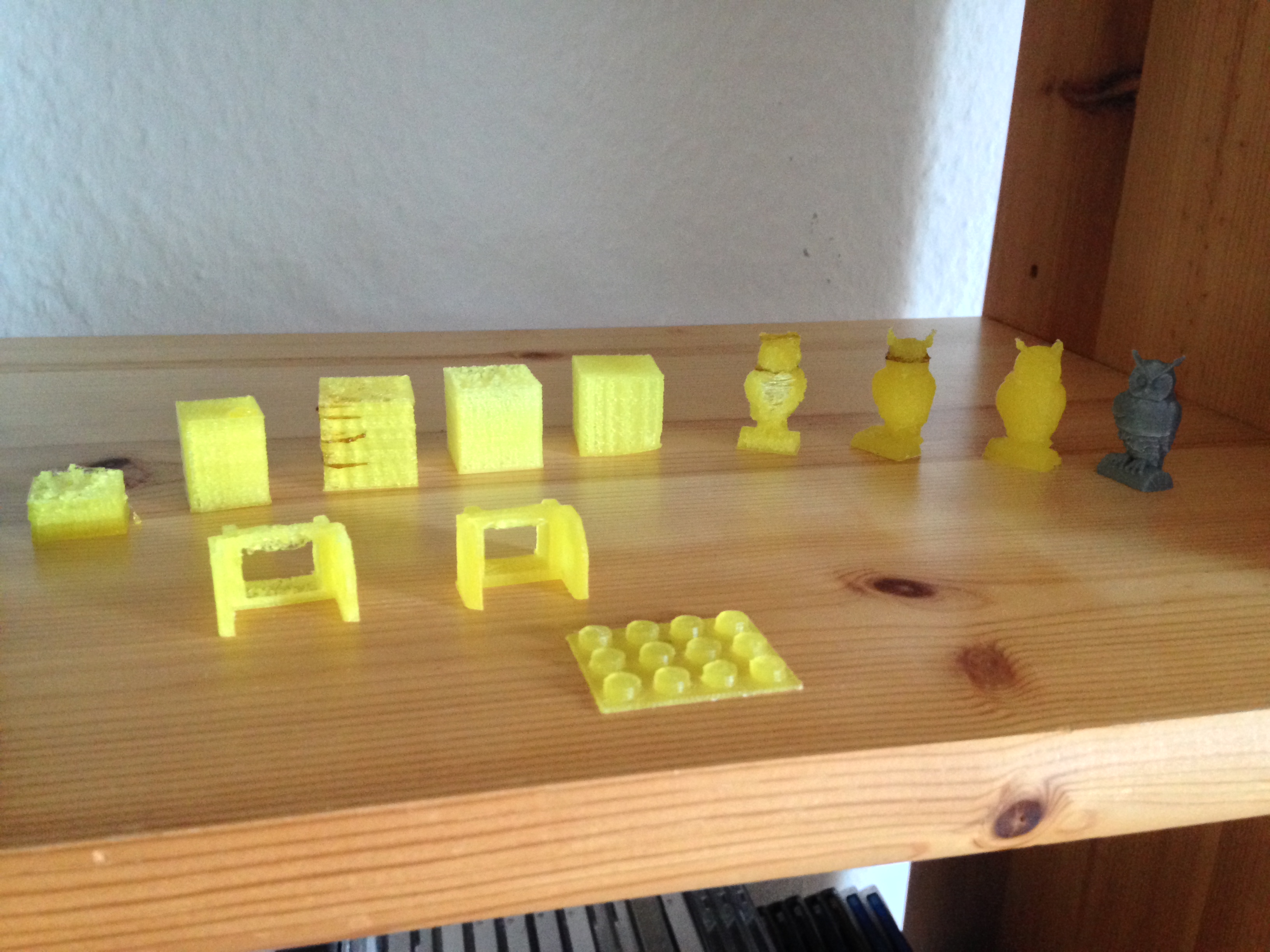
Ein Zusätzlicher Punkt war bis jetzt bei mir immer, dass ich Extrusionsprobleme hatte. Man könnte meinen dass das von dem langen Bowden Schlauch kam (ca. 90cm), aber das scheint gar nicht der Fall zu sein denn das Hotend von E3D hat bis jetzt nur bei völlig übertriebenen Extrusionsgeschwindigkeiten Probleme gehabt (Fehler des Slicers und Flüchtigkeitsfehler meinerseits).
Ich vermute, dass die Klone folgende Probleme haben:
- nicht maßstabsgetreue Bohrungen in Kühlblöcken für die Heatbreak, dadurch zu weit drinnen wodurch wiederum die Funktion stark beeinträchtigt wird
- Heatbreak Design meistens stark abweichend vom Original:
- bei 1.75mm z.B. geht der PTFE Schlauch zu weit nach unten rein
- nicht poliert wodurch mehr Reibung entsteht und bei Retract Material einen Jam erzeugen kann
- Nozzles schlecht gebohrt und ggf. mit Grat
Preisvergleich:
Der Klon kostet: 8,56 €
Das Original kostet (zusammengebaut): 83.90 €
Das Original kostet also 10 mal soviel wie der Klon, man muss aber auch bedenken dass die Leute bei E3D sehr viel Zeit und Mühe investiert haben um ein so gutes Hotend zu bauen. Noch dazu ist die Qualität natürlich eine viel bessere bei dem Original. Von den Problemen mit den Klonen mal ganz zu schweigen. 😉
Zusammenfassung:
Ich habe meinen Drucker auf ein Original E3D V6 umgerüstet und bin vollends zufrieden bis jetzt. Klare Kaufempfehlung, wenn man bereits einen Klon besitzt der Probleme macht.
Das Wiki ist übrigens sehr zu empfehlen: